新聞資訊
新聞資訊
- 2025瓦房店軸承產業固鏈延鏈產需對接會議成功舉辦
- 無錫市市場監督管理局發布軸承產品質量監督抽查結果
- 瓦軸一周新聞速讀
- 再現高光時刻!洛軸助力全球批量最大18兆瓦海上風電機組裝機
- 斯凱孚將拆分其汽車業務
聯系我們
手機:15621328688
電話:0538-6713788
郵箱:181234156@qq.com
地址:山東省泰安市龍潭路152-3號
常見問題
軸承如何安裝?一文搞懂軸承的安裝步驟!
- 作者:中瑞軸承
- 發布時間:2024-06-23
- 點擊:0
使用精密滾動軸承時,為了得到最高轉速和較低的溫升效果,軸承的安裝作業十分重要。
在安裝軸承中有清洗、干燥、(潤滑脂封裝)試運轉等,應在遵守各項注意事項的基礎上進行作業。
另外,由于帶密封軸承的內部封裝有潤滑脂,因此不得對其進行清洗和干燥,應使用干凈的抹布將外部防銹油擦拭干凈后進行組裝。

軸承安裝步驟
第一步:清洗軸承,除去防銹油。 用精制煤油和萘酚(Naphthesol)等揮發性高的溶劑浸泡并用手轉動清洗后,用汽油、乙醇等除去精制煤油等。用氣槍吹掉清洗油時,應注意空氣的清潔度。采用油氣潤滑方式時,可直接使用,但建議在清洗后涂上或浸泡在潤滑油或低粘度的油類后使用。
第二步:晾干軸承,無水分殘留。 使用脂潤滑時,為了防止潤滑脂流出,需要使軸承充分干燥。另外,應在干燥后立即封入潤滑脂。可暖空氣進行烘干(需注意空氣的清潔度),也可在恒溫槽中進行烘干。
第三步:封裝潤滑脂。 封裝后用手轉動滾動部分,使潤滑脂充分涂滿。 滾珠軸承可用注射器,乙烯基塑膠袋對準內圈滾動面,在球與球之間等量封裝潤滑脂。在有滾道圈導向保持架時,建議使用抹刀等小工具涂抹在保持架導向面。由于內圈空間狹窄,無法封入內圈滾動面時,則封入外圈滾動面。此時,應盡力用手轉動使潤滑脂滲透到內圈。 在滾子軸承的滾子外徑面(內徑面)涂抹潤滑脂時,用指尖轉動滾子,使潤滑脂滲入內圈(外圈)。
第四步:試運轉。 1、油氣、油霧潤滑。油潤滑中,軸承溫度在達到峰值前便在較短時間內達到平穩狀態,因此,試運轉比較簡單。建議在每分鐘2000-3000轉的轉速下保持30分鐘左右,逐步提高到工作轉速。但是,dmn(滾動體中心直徑*轉速)超過100萬次的范圍時,為了保證安全,應以每分鐘1000-2000轉為單位提速。 2、脂潤滑。在脂潤滑中,為使溫升穩定,試運轉十分重要。進行試運轉時,轉速增加后,顯示溫升較快,達到峰值后, 溫度會緩慢穩定。需要一定的時間達到穩定。 3、球軸承。建議以每分鐘1000-2000轉為單位,在溫度穩定后再提速。dmn(滾動體中心直徑*轉速)超過40萬次的范圍時, 為了安全起見,應以每分鐘500-1000轉為單位提速。公眾號《機械工程文萃》,工程師的加油站! 4、滾子軸承。與球軸承相比,滾子軸承試運轉時的峰值溫度和達到穩定溫度的時間較長。另外,由于存在因潤滑脂的再次 卷入導致溫升而使溫度變化也無法穩定的情況,應在最高轉速下運轉較長時間。建議以每分鐘500-1000轉為單位,在溫度達到穩定后再提速。dmn(滾動體中心直徑*轉速)超過30萬次的范圍時, 為了安全起見,應以300轉為單位提速。
第五步:組裝軸承。 在主軸上組裝軸承時,軸與軸承的內圈為過盈配合(緊配合)的組裝方法通常有用液壓機壓入和通過熱裝插入兩種方法。 無論使用哪種方法,均需減少組裝帶來的影響,保持軸承的精度。 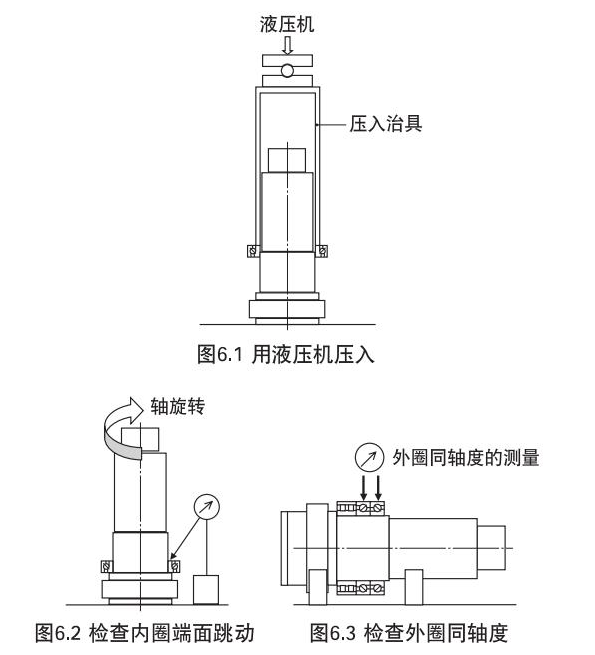
1、用液壓機壓入
通過手動壓力機等壓入軸承時,首先需要計算根據軸和內圈之間的過盈產生的壓入力(必須采用工作壓力大于所需壓力的液壓機)。
然后,在壓入內圈時,應使用內圈壓入工具,確實將其壓入軸肩(請勿向外圈加力)。壓入后,測量軸承各部位的精度,確認是否確實安裝在軸上。另外,組配使用多列軸承時,在組裝后應測量其跳動,修正外圈間的軸心偏差。
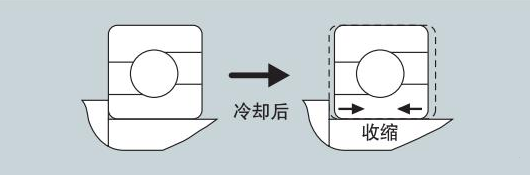
2、通過熱裝插入
充分利用熱脹冷縮的原因,受熱脹大后插入軸承,一般是加熱到30度的程度,需要注意的是:使用樹脂材料作為角接觸球軸承的保持架時,切勿加熱至過高的溫度,最高不得高于80度。且因冷卻,內圈向軸方向收縮,軸承-軸肩之間會產生游隙,因此,配合后降到常溫,再用液壓機等按住。另外冷卻后,請檢查垂直度。用軸承加熱器進行加熱時,應注意溫升過度的問題,請使用能夠去除殘磁的帶有去磁裝置的設備。
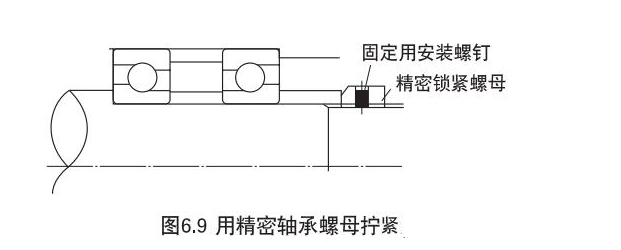
第六步:固定內圈。 在主軸上安裝和固定軸承時,通常在內圈側用梯形套筒或精密軸承螺母擰緊,在外圈側用螺栓緊固前蓋。使用梯形套筒或精密軸承螺母緊固內圈時要注意以下幾點。
1、用梯形套筒固定
梯形套筒將因油壓而膨脹的套筒插到軸上,施加所需的壓入力(擰緊力)后,除去油壓,在將套筒固定在軸上的同時向軸承施加抒緊力,是一種比較容易的固定方法。
但是,由于套筒的固定是只通過與軸的過盈實現的,所以,軸產生彎曲及受到力矩載荷時可能會松動。
因此,在大多數情況下采用下圖所示的與軸承螺母并用的固定方法。
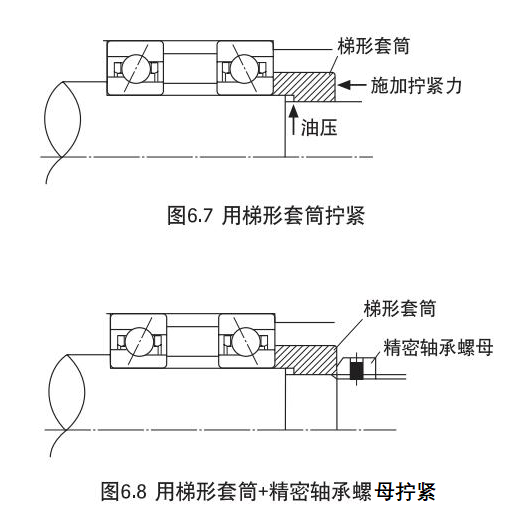
2、用精密軸承螺母擰緊
精密軸承螺母(精密鎖緊螺母)緊固將按照精密鎖緊螺母的緊固力矩管理規定給予相應的緊固力。
另外,當利用精密軸承螺母實施軸承固定時由于受螺紋部游隙影響產生螺母傾斜,為了實現軸的旋轉精度可能需要對其進行微調。
3、精密軸承螺母的擰緊力矩和擰緊力之間的關系
由于精密軸承螺母的螺紋面和軸的螺紋面及精密軸承螺母的座面為滑動面,根據擰緊時的摩擦系數,力矩和擰緊力之間的關系也會發生變化,應使其充分磨合。
另外,預先使用測力墊圈等對擰緊力矩和擰緊力之間的關系進行校準(校正)也十分重要。
到此,軸承的安裝已經基本完成了,但是由于在安裝的過程中,可能會導致如墊圈變形、前蓋壓邊產生余量、游隙過大或過小等問題,在下一章中,小編將為大家帶來這類安裝問題的解決辦法,確保安裝的軸承能夠保持最佳的運行狀態,長時間運轉不發生故障。
軸承如何正確安裝?
安裝軸承應盡量在干燥、無塵的區域進行,并應遠離會產生金屬碎屑和灰塵的設備。當必須在復雜的環境下安裝時,應當把污染降到最低。
安裝軸承時,應當根據類型和尺寸,選擇機械,加熱或液壓等方法進行。
圓柱軸承安裝
冷安裝
安裝配合不是太緊的小軸承時,可以通過一個套筒(圖5、圖6)并以錘擊的方法,輕輕敲擊套筒把軸承裝到合適的位置。敲擊時應盡量均勻的作用在軸承套圈上,以防止軸承傾斜或歪斜。
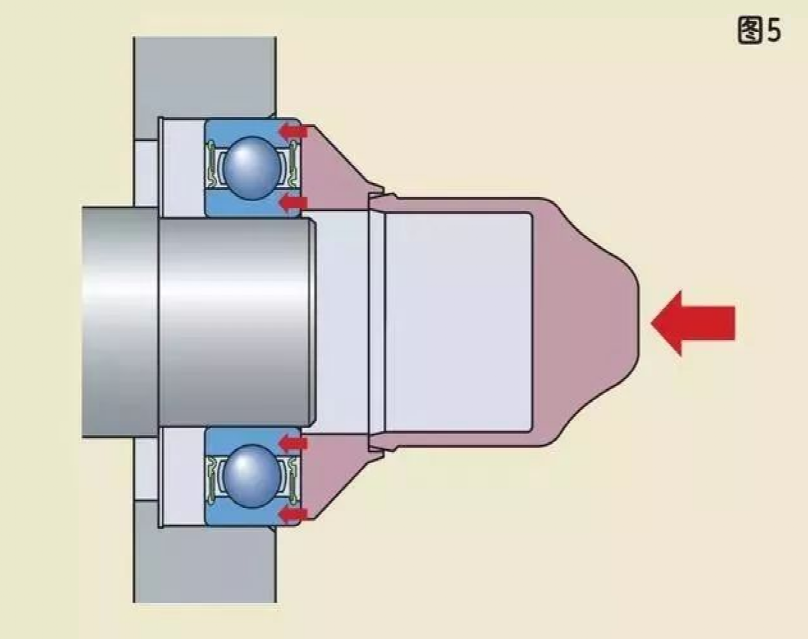
大部分軸承都采用壓入法進行安裝。如果要將軸承的內外圈同時裝到軸上和軸承座中,必須確保以相同的壓力同時作用在內外圈上,且必須與安裝工具接觸面在同一平面上。 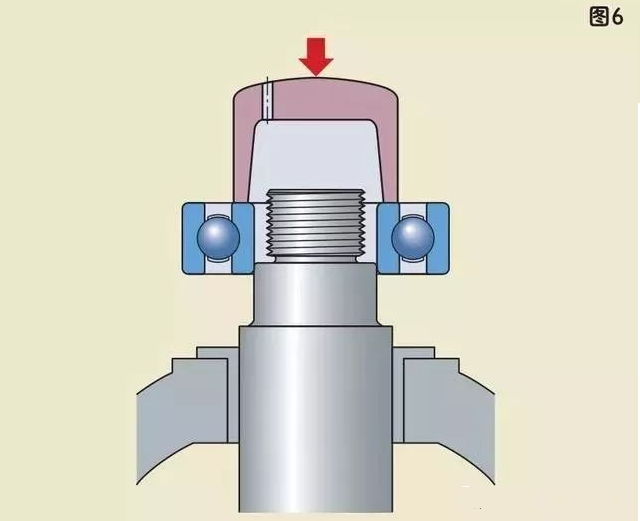
熱安裝 通常情況下,對于較大型軸承的安裝,不通過加熱軸承或軸承座是不可能的,因為隨著尺寸的增大,安裝時需要的力越大。熱安裝所需要的軸承套圈和軸或軸承座之間的溫差主要取決于過盈量和軸承配合處的直徑。開式軸承加熱的溫度不得超過120℃。不推薦將帶有密封件和防塵蓋的軸承加熱到80℃以上(應確保溫度不超過密封件和潤滑脂允許的溫度)。公眾號《機械工程文萃》,工程師的加油站!
加熱軸承時,要均勻加熱,絕不可以有局部過熱的情況。
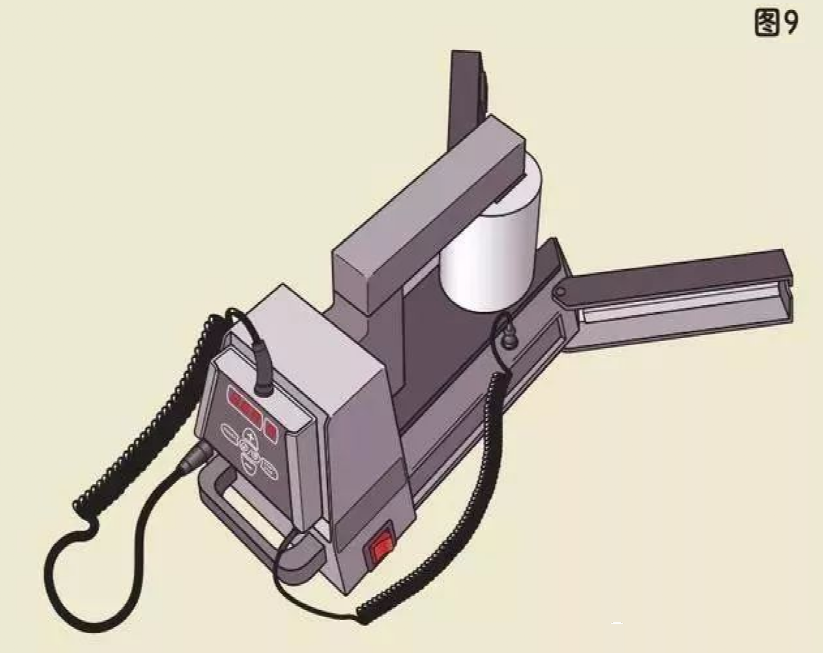
軸承感應加熱器
圓錐軸承安裝 帶圓錐孔的軸承,其內圈大部分是以過盈配合的方式來安裝的。過盈量是由內圈在圓錐形軸徑、緊定套或退卸套上的軸向推進距離決定的。在圓錐形配合面上的推進距離越大,軸承的徑向內部游隙就越小可通過測量游隙減小量或軸向推進距離來確定過盈量。
中小型軸承可以利用軸承安裝工具或最好用鎖緊螺母把內圈推進到圓錐形軸徑上的適當位置。在使用緊定套的情況下,使用可以用鉤形扳手或沖擊扳手鎖緊的套筒螺母。對退卸套可用軸承安裝工具或端板將其推入軸承內孔。
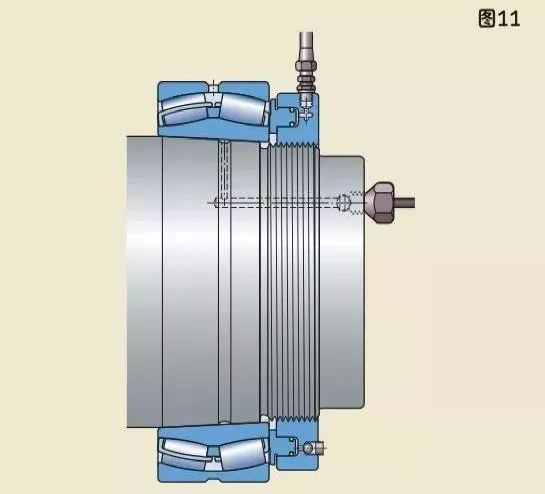
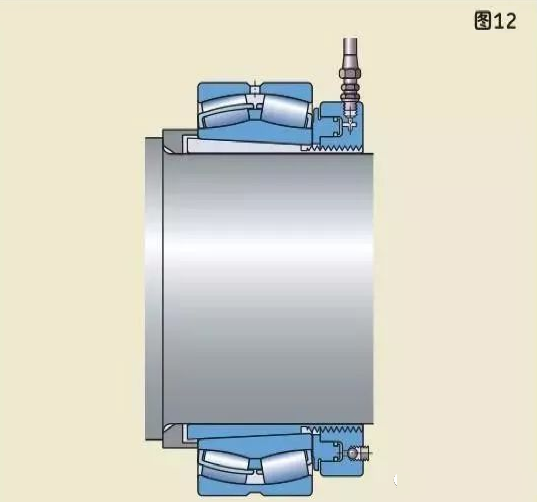
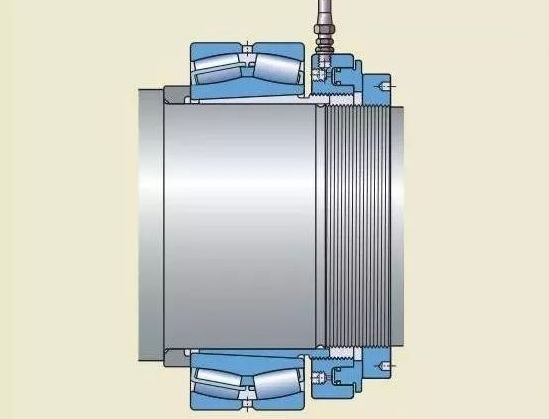
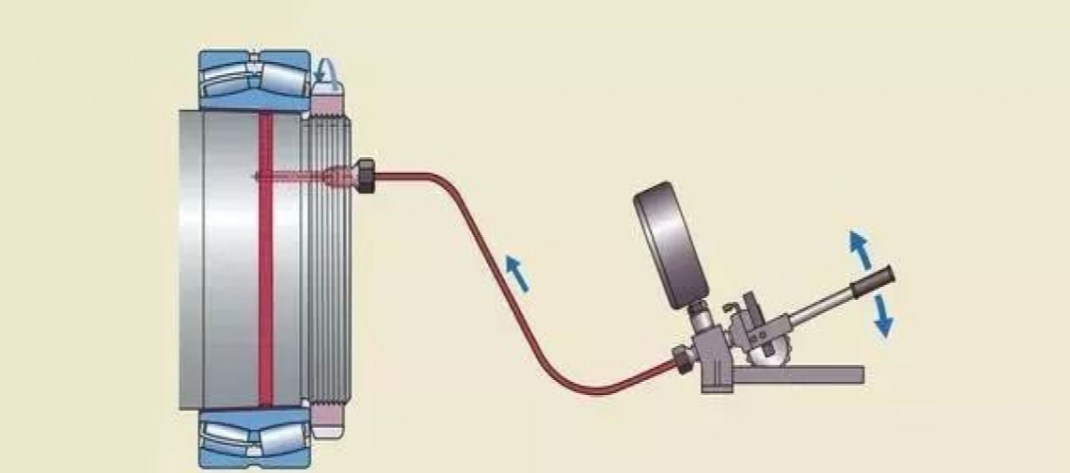
較大軸承需要更大的力來安裝,因此應使用液壓螺母。液壓螺母可以把圓錐孔軸承安裝在圓錐形軸徑上(圖11),緊定套上(圖12),退卸套上(圖13)。
注油法 注油法的工作原理是:液壓油在高壓下通過油孔和油槽,注入軸承和軸徑之間的配合面,形成一層油膜。油膜將配合面分開,使得配合面之間的摩擦大幅減少。這種方法通常用于直接把軸承安裝在圓錐形軸徑上的情況。必須的油孔和油槽應是整體軸設計的一部分。如果緊定套和退卸套,已加工有油孔油槽,這種方法也可用于將軸承安裝在緊定套或退卸套上。
軸承安裝的常見錯誤示范
走內圈
軸與軸承內孔配合過松(俗稱“走內圈”)
由于軸與內孔選擇的配合太松,使軸與內孔表面之間產生滑動。滑動摩擦將會引起發熱,使軸承因發熱而損壞。

內圈端面與軸肩摩擦發熱產生裂紋
當“走內圈”時,內圈與軸之間的滑動摩擦將產生高溫,由于內圈端面與軸肩接觸面很小,其溫度會更高。使內圈端面產生熱裂紋,熱裂紋的不斷延伸,將使軸承內圈在使用中斷裂。
由于“走內圈”使內孔與軸表面之間產生滑動摩擦,引起的高溫使表面金屬熔化并產生粘連。
走外圈 殼體孔徑與軸承外徑配合過松(俗稱“走外圈”)
由于殼體孔徑與軸承外徑選擇的配合太松,使它們表面之間產生滑動。滑動摩擦將會引起發熱,使軸承發熱而損壞。
鐵錘直接敲擊軸承 
安裝內圈(或外圈)過盈配合的軸承,禁止用鐵錘直接敲擊軸承內圈(或外圈)端面,這樣很容易把擋邊敲壞。應該采用套筒放在內圈(或外圈)端面上,用鐵錘敲擊套筒來安裝。 
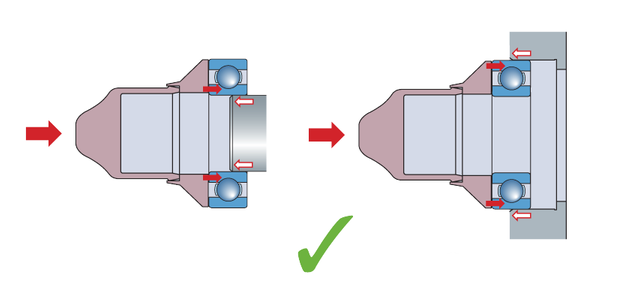
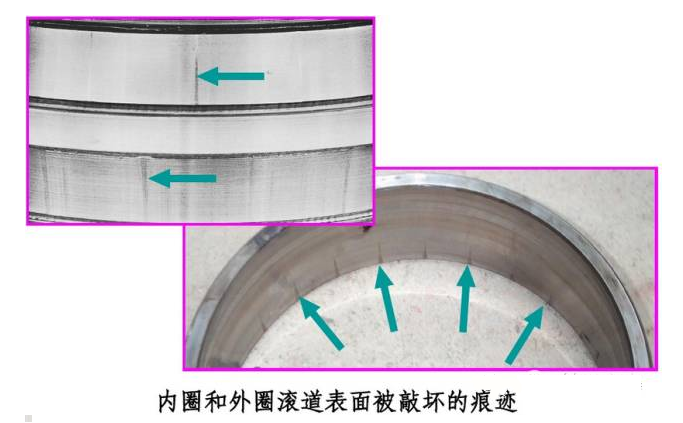
通過滾動體來傳遞安裝力 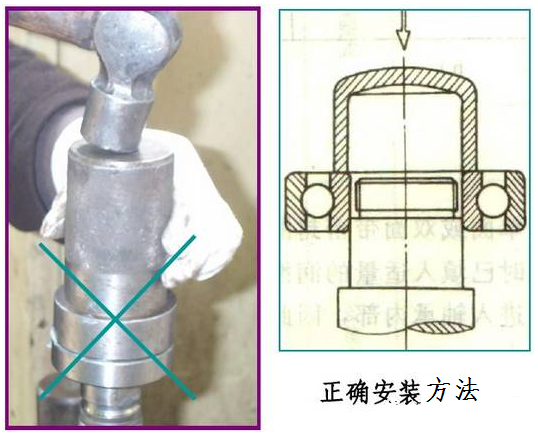
安裝內圈過盈配合的軸承時,不能通過外圈和滾動體把力傳遞給內圈。這會把軸承滾道和滾動體表面敲壞,使軸承在運轉時產生噪音并提前損壞。正確的方法應該用套筒直接把力作用在內圈端面上。
加熱溫度過高 有些用戶用乙炔噴槍對軸承內孔進行加熱,當加熱溫度超過727℃(軸承鋼的相變溫度)時,軸承鋼內部的金相組織將發生變化。當軸承冷卻后,軸承內孔就不能恢復到原來的尺寸,通常比加熱前的尺寸要大。
來源:機械工程文萃,金蜘蛛軸承網整理
使用精密滾動軸承時,為了得到最高轉速和較低的溫升效果,軸承的安裝作業十分重要。
在安裝軸承中有清洗、干燥、(潤滑脂封裝)試運轉等,應在遵守各項注意事項的基礎上進行作業。
另外,由于帶密封軸承的內部封裝有潤滑脂,因此不得對其進行清洗和干燥,應使用干凈的抹布將外部防銹油擦拭干凈后進行組裝。
在主軸上安裝和固定軸承時,通常在內圈側用梯形套筒或精密軸承螺母擰緊,在外圈側用螺栓緊固前蓋。使用梯形套筒或精密軸承螺母緊固內圈時要注意以下幾點。
1、用梯形套筒固定
梯形套筒將因油壓而膨脹的套筒插到軸上,施加所需的壓入力(擰緊力)后,除去油壓,在將套筒固定在軸上的同時向軸承施加抒緊力,是一種比較容易的固定方法。
但是,由于套筒的固定是只通過與軸的過盈實現的,所以,軸產生彎曲及受到力矩載荷時可能會松動。
因此,在大多數情況下采用下圖所示的與軸承螺母并用的固定方法。
2、用精密軸承螺母擰緊
精密軸承螺母(精密鎖緊螺母)緊固將按照精密鎖緊螺母的緊固力矩管理規定給予相應的緊固力。
另外,當利用精密軸承螺母實施軸承固定時由于受螺紋部游隙影響產生螺母傾斜,為了實現軸的旋轉精度可能需要對其進行微調。
3、精密軸承螺母的擰緊力矩和擰緊力之間的關系
由于精密軸承螺母的螺紋面和軸的螺紋面及精密軸承螺母的座面為滑動面,根據擰緊時的摩擦系數,力矩和擰緊力之間的關系也會發生變化,應使其充分磨合。
另外,預先使用測力墊圈等對擰緊力矩和擰緊力之間的關系進行校準(校正)也十分重要。
到此,軸承的安裝已經基本完成了,但是由于在安裝的過程中,可能會導致如墊圈變形、前蓋壓邊產生余量、游隙過大或過小等問題,在下一章中,小編將為大家帶來這類安裝問題的解決辦法,確保安裝的軸承能夠保持最佳的運行狀態,長時間運轉不發生故障。
安裝軸承應盡量在干燥、無塵的區域進行,并應遠離會產生金屬碎屑和灰塵的設備。當必須在復雜的環境下安裝時,應當把污染降到最低。
安裝軸承時,應當根據類型和尺寸,選擇機械,加熱或液壓等方法進行。
冷安裝
安裝配合不是太緊的小軸承時,可以通過一個套筒(圖5、圖6)并以錘擊的方法,輕輕敲擊套筒把軸承裝到合適的位置。敲擊時應盡量均勻的作用在軸承套圈上,以防止軸承傾斜或歪斜。
通常情況下,對于較大型軸承的安裝,不通過加熱軸承或軸承座是不可能的,因為隨著尺寸的增大,安裝時需要的力越大。熱安裝所需要的軸承套圈和軸或軸承座之間的溫差主要取決于過盈量和軸承配合處的直徑。開式軸承加熱的溫度不得超過120℃。不推薦將帶有密封件和防塵蓋的軸承加熱到80℃以上(應確保溫度不超過密封件和潤滑脂允許的溫度)。公眾號《機械工程文萃》,工程師的加油站!
加熱軸承時,要均勻加熱,絕不可以有局部過熱的情況。
軸承感應加熱器
帶圓錐孔的軸承,其內圈大部分是以過盈配合的方式來安裝的。過盈量是由內圈在圓錐形軸徑、緊定套或退卸套上的軸向推進距離決定的。在圓錐形配合面上的推進距離越大,軸承的徑向內部游隙就越小可通過測量游隙減小量或軸向推進距離來確定過盈量。
中小型軸承可以利用軸承安裝工具或最好用鎖緊螺母把內圈推進到圓錐形軸徑上的適當位置。在使用緊定套的情況下,使用可以用鉤形扳手或沖擊扳手鎖緊的套筒螺母。對退卸套可用軸承安裝工具或端板將其推入軸承內孔。
較大軸承需要更大的力來安裝,因此應使用液壓螺母。液壓螺母可以把圓錐孔軸承安裝在圓錐形軸徑上(圖11),緊定套上(圖12),退卸套上(圖13)。
注油法的工作原理是:液壓油在高壓下通過油孔和油槽,注入軸承和軸徑之間的配合面,形成一層油膜。油膜將配合面分開,使得配合面之間的摩擦大幅減少。這種方法通常用于直接把軸承安裝在圓錐形軸徑上的情況。必須的油孔和油槽應是整體軸設計的一部分。如果緊定套和退卸套,已加工有油孔油槽,這種方法也可用于將軸承安裝在緊定套或退卸套上。
走內圈
軸與軸承內孔配合過松(俗稱“走內圈”)
由于軸與內孔選擇的配合太松,使軸與內孔表面之間產生滑動。滑動摩擦將會引起發熱,使軸承因發熱而損壞。
內圈端面與軸肩摩擦發熱產生裂紋
當“走內圈”時,內圈與軸之間的滑動摩擦將產生高溫,由于內圈端面與軸肩接觸面很小,其溫度會更高。使內圈端面產生熱裂紋,熱裂紋的不斷延伸,將使軸承內圈在使用中斷裂。
由于“走內圈”使內孔與軸表面之間產生滑動摩擦,引起的高溫使表面金屬熔化并產生粘連。
殼體孔徑與軸承外徑配合過松(俗稱“走外圈”)
由于殼體孔徑與軸承外徑選擇的配合太松,使它們表面之間產生滑動。滑動摩擦將會引起發熱,使軸承發熱而損壞。
安裝內圈過盈配合的軸承時,不能通過外圈和滾動體把力傳遞給內圈。這會把軸承滾道和滾動體表面敲壞,使軸承在運轉時產生噪音并提前損壞。正確的方法應該用套筒直接把力作用在內圈端面上。
有些用戶用乙炔噴槍對軸承內孔進行加熱,當加熱溫度超過727℃(軸承鋼的相變溫度)時,軸承鋼內部的金相組織將發生變化。當軸承冷卻后,軸承內孔就不能恢復到原來的尺寸,通常比加熱前的尺寸要大。
來源:機械工程文萃,金蜘蛛軸承網整理

↓↓↓
俄亥俄“毒火車”事故初步報告出爐:車輪軸承故障暴露運維重大缺陷
軸承常見故障損傷機理分析、圖示及解決方法
2022年10大軸承品牌排行榜,來看看你正在使用的是否上榜
受成本上漲影響,哈軸下發新版《軸承出廠價格目錄》P0010
“洛陽造”助力神十五航天員圓滿完成首次出艙任務
聯系:0411-85514652,13322239039,譚繼政
聯系:13506352164,朱立博 先生
采購,合作,參展,加群!
- 上一篇:技術干貨!軸承損壞問題分析及解決措施
- 下一篇:軸承編號手冊,這個必須收藏!





 客服QQ
客服QQ